It is really great when you live in a small town and know who to call. Sally knew the Hobart police dispatcher so arrangements were made to take photos on July 3, 2023 at the corner of Third and Main Street. At noon, we all converged on the location to re-enact the 1915 photo that is one of two family photos we have of the car when it was nearly new. The Hobart police stopped traffic in 3 directions and we had local photographer Tom Ling of Classic Photo positioned to reproduce the shot.
Hobart Police block the intersection so we can take our photo at 3rd & Main.
Here’s what we got:
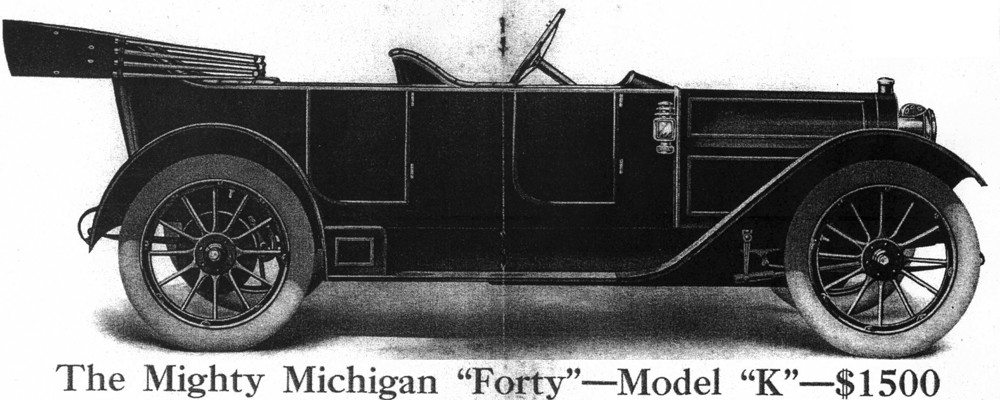
Corner of 3rd Street & Main Street, Hobart, Indiana – July 4, 1915
July 3, 2023 Corner of Third & Main Streets, Hobart IN – photo courtesy of Tom Ling, Classic Photo
Following the photo at the corner, we all drove 2 blocks to the Hobart Historical Society Museum and took a photo of all the family that was able to show up for the festivities.
Left to right: Craig Correll, Conner Lewis on running board (FD) Janet Correll (FD) Fleck Descendant, Sally Davis (FD), Eric D’Ambrosio-Correll (FD), Jeff Ewen (FD), Ella D’Ambrosio-Correll (FD), Kristie D’Ambrosio-Correll, Olivia Davis (FD), Clarence Davis, Chris Davis (FD), Chris Presley, Tori Correll (FD), Eileen Grogan.
Once we had the re-creation photo, we were set for the big parade. Would we fry the clutch? Would we boil the radiator? Would something else go haywire? The possibilities were endless. I’d only been preparing for this for about 10 years……………… Craig slept restlessly the night of July 3rd.
Hobart Parade Route 2023 — A different route from 1915. Although we did go through the intersection of 3rd and Main Streets.
Parade vehicles were staged in front of a Hobart Middle School.
Several thousand people lined the 2 mile parade route as Tori Correll & Olivia Davis handed out Tootsie Rolls & Peppermints and Kyle White & Chris Davis carried our banner.
Parade fans, Kristie, Ella & Eric cheered us on from the shaded sidewalk.
We all waved at our family contingent and even little Ella loved the parade.
As we went through downtown, towards 3rd & Main, the route started to get pretty warm. But the Michigan kept its cool.
We made it to the final stretch of the parade route without any mishaps. No overheating, no burnt clutch, no stalls……. PERFECT!
We made it back home to the Davis garage and were ready for a cool beverage.
When we became the new custodians of the Michigan we promised the descendants of the Fleck family that we would try to get the car restored and then participate in the July 4th Parade in Hobart, Indiana. That became a reality in 2023. The drive out from California got off to a bit of a bumpy start the first day with 2 blowouts on our trailer within 35 miles each other near St. George, Utah. Fortunately, the Costco in St. George carried trailer tires. We ended up with 4 new tires. The original tires from 2013 had apparently rotted
Blowout #1 St. George UT
Blowout #2, 35 miles NE of St. George UT
On our way east we stopped in Denver to see Kelly Davis Tyson, her husband, Nick and their two kids, Sawyer and Greyson.
Craig, Janet, Kelly, Greyson, Nick & Sawyer. Arvada, CO June 20, 2023
Our next stop was to visit the Kahle family in Newkirk, Oklahoma. The Kahle family is now in their 3rd generation as farmers on the Correll Homestead just outside of town.
Dawn, Monte, Nancy & Eric Kahle, with Craig & Janet all inspecting the Michigan.
Our next visit was with John Fleck, in Chesterfield, Missouri. We visited John back in 2013, when we were trailering the Michigan from Hobart, Indiana to California. John is the grandson of Michael Fleck, the original owner of our Michigan. You can review our meeting with John on our journey west by viewing our blog post from October 26, 2013. https://wp.me/p45zSY-1N
John Fleck and his daughter, Jody got to ride in the restored Michigan around their neighborhood in Chesterfield, MO June 24, 2023
Both he and Jody had a great time touring their neighborhood in the old car he remembered playing in so many years ago.
On June 24, 2023, we arrived at the home of Sally & Clarence Davis in Hobart, Indiana. Hobart is where the Michael Fleck once lived; where the Michigan was garaged for most of its existence; and where we stored the car from 2011 to 2013.
We had been asked by the Hobart Chamber of Commerce to provide a brief story regarding the Michigan’s history in Hobart. We were very pleased to see that our car was to be the cover story for the 2023 Hobart Fourth of July brochure. And preparations for the big event were commenced.
Cover Story – 108 years in the making.
Page 28
Page 29
Sisters, Sally & Janet (Fleck descendants) with the parade banner.
Janet & I bought the Michigan in September of 2011, from Steve Dickey – Janet’s cousin. He had intended to finish the restoration of the car started by his father, Philip. But Steve was getting older and was having some serious health issues and knew he wasn’t up to the task. He put out the word among family members that the Michigan was for sale to descendants of Michael Fleck, his great grandfather. The car was nearly 100 years old and Steve wanted to keep it in the family, if possible.
We heard about the old car, but had never heard of a “Michigan” brand automobile. So we did a little research and discovered that the Michigan Motor Car Company (previously the Michigan Buggy Company) was very short lived and the cars were pretty rare. On our next trip to Indiana (July 2011), we made arrangements to meet with Steve at his farm house in Hebron, Indiana to look at the car. That was a pretty fun trip. We were accompanied by Janet’s sister Sally (Elinor Ewen) Davis, her husband Clarence Davis, our son, Eric Correll and his soon to be wife, Kristie D’Ambrosio. All of whom were unofficially working as consultants on the potential purchase. As in, “What are we getting ourselves into.”
The Michigan awaits inside Steve Dickey’s barn. July 28, 2011
Eric examines a fender with Janet, Sally & Kristie soaking in the old car and old barn ambience.
The consensus of our group was, “Hey guys, you cannot pass this up. Go for it!”
Janet & I hemmed and hawed between ourselves on what price to offer Steve that was significant but not stupidly high. My seat of the pants guess was that a “do it yourself” restoration would easily involve $50,000. or more in actual costs — not counting any labor. We made an offer to Steve by phone from California and he accepted. We next planned on how to pick up the car and get it secured in our own facility.
Our next trip to Indiana was in September 2011, when we closed the deal with Steve and made arrangements to pick up the car from his barn in Hebron and move it to Sally & Clarence’s barn in Hobart. That story is in the first series of posts in this blog.
Here is what we know about the past history of our Michigan car and its prior owners:
(1) Michael Fleck (the original purchaser)
Michael Fleck, first owner of our 1912 Michigan. Janet’s great grandfather. Seen with the Hobart Volunteer Fire Department. Click on photo to enlarge.
(2) to daughter, Clare Fleck (a.k.a. – Aunt Spot)
Clare Fleck, inherited the car from her father, Michael. Clare was a key member of the Hobart Historical Society.
(3) to niece, Marjorie (Fleck) Dickey –daughter of George Fleck (Clare’s brother) & Marjorie’s husband, Phillip Dickey
Marjorie Fleck Dickey, inherited the car from Clare Fleck, her aunt.
Philip Dickey, husband of Marjorie, father of Steve. Philip took the Michigan to his shop class at Portage High School.
(4) to their son, Steve Dickey
Janet Correll & Steve Dickey Sept. 18, 2011, with our “new” Michigan. Both are great grandchildren of Michael Fleck.
(5) to Steve’s cousin, Janet (Fleck/Ewen) Correll & me, Craig Correll, on September 16, 2011
Craig & Janet Sept. 16, 2011. Do we know where this might take us?
Michael Fleck died in 1949. Clare Fleck died in 1985. Philip Dickey died in 1994. Philip Dickey was a wood shop and industrial arts teacher at Portage High School, in Portage, Indiana from 1954 through 1973. Marjorie (Fleck) Dickey died in 2000. Steve Dickey sold us the Michigan in 2011 and died in 2017.
Apparently Clare Fleck gave Philip Dickey access to the car BEFORE her death. Sometime during that period, the car went to high school, where some good things happened and some mischief was made. The carburetor was attached backwards and the differential ring gear was installed on the wrong side — providing 3 speeds in reverse and 1 gear forward. On the good side of the ledger, the wood interior is very sound. If there were any problems, Philip had them fixed either by himself or his shop class minions. The metal sheathing is remarkably un-dented and straight. The wood supporting the sheathing and forming the body was in spectacularly good shape and painted with thick black paint. The body however, was rough in places — especially the doors which had chips and cracks in the paint. One fender was completely detached and primed with rusty “new” metal welded in. We surmise that the car went to shop classes at Portage High School, sometime between 1954 and 1973. Exactly when this trip to high school occurred, we do not know. In doing a full restoration, it was clear to me that many areas of the car had been touched. Blue silicone sealant was not available in the 1920’s, 1930’s, 1940’s or 1950’s. It would be wonderful to find someone who took a class with Mr. Dickey and find out what work on the car may have been done at Portage High. But for now, it remains a mystery.
My efforts have been to restore the car to its nearly original appearance and good running order. Cars are meant to be driven. Not sit in a museum or glass case. I think I’m 98% there. The remaining 2% is simply unachievable because something will always need maintenance, or break. And we all know that rust never sleeps. So, as long as we are custodians of this car, we will drive it, show it and tell its story.
Our car has a rare, short-lived, and allegedly dangerous acetylene self starter made by the Prest-O-Lite company. (see my notes on the Prest-O-Starter at: https://michiganmotorcar.com/nuts-bolts-2/prest-o-starter-acetylene-starter/ Cars earlier than ours often had acetylene generators which were complicated and messy. Instead of an acetylene generator, our car came stock with an easy to use Prest-O-Lite tank mounted to the right running board. The tank supplied acetylene gas to both the headlights and the Prest-O-Starter. Our family photos of the car show this tank.
Fleck family July 4, 1915 parade, Hobart, Indiana. (click on photo to enlarge)
This very same tank (or one that was swapped into place back in the 1900’s) was with the car when we took it out of Steve Dickey’s barn in 2011. It should be noted that 1912 was a pivotal year in the rapidly evolving automotive technology scene. The 1913 Michigans did not have acetylene for headlights or starters. Both were upgraded to something we would recognize today – electricity. Both light bulbs and an electric starter were new for 1913.
Craig displays the Prest-O-Lite acetylene tank, Sept. 17, 2011.
While it would be unwise to actually refill the tank, we nevertheless wanted to display this authentic accessory. So, I pulled the tank from storage under a workbench and got to cleaning it up and gave it a coat of paint.
Prest-O-Lite tank showing evidence of use and warning label.
Unfortunately, the tank’s nickel plating had worn off and corrosion had removed much of the copper plate labelling. So I used some “chrome” rattle can spray paint as a nickel plate substitute. Aesthetically it was a good alternate for the shiny nickel plating at a fraction of the cost. The application of a copper colored sticker added the verbiage that was on the original label.
Restored acetylene tank, ready for mounting on the running board.
Brackets and tank installed.
I should note that when I got ready to clean the tank, I opened the valve. There was a faint hiss and I got a whiff of genuine 1900’s acetylene. But it’s all gone now. If we get our lights (and maybe the starter) set up some day, we will use a modern tank hidden somewhere else on the car.
So, we’ve been on several trips since my last post. Mostly around Carlsbad and down the coast on Highway 101, Pacific Coast Highway (or Carlsbad Boulevard, in the City of Carlsbad). The longest of these has been about 25 miles or so. Overall the car has been behaving well. I’m still learning how to upshift (fairly easy) and down shift (really difficult). There is a reason these pre-synchromesh transmissions are called “crash-box” transmissions. Matching the speed of the driving gear with the speed of the driven gear while the car is in motion is not easy. The rear wheels of the car are spinning and that spins the differential and drive shaft all the way up to and including the output shaft (and gears) of the transmission. All of this is independent of how fast the input shaft from the engine and clutch are spinning when the car is in neutral. These gears must mesh if you are going to shift from one gear — 2nd up to another gear 3rd or from 3rd down to 2nd to slow the car – such as on a hill. Simply moving the gear shifter to the next gear (up or down shifting) does NOT mesh them. The result is a clash of gear teeth that makes a horrid grinding noise as the gears cry out that they are not synchronized. Until you hear it, you won’t appreciate how cringe inducing it is. Oh, and your passengers will know you are a rookie.
For those of you that are unaware, synchromesh gearing was introduced in 1928, by Cadillac, after being invented by Earl Avery Thompson in 1919. Virtually all manual transmission vehicles use synchromesh transmissions to get transmission gears to synchronize before full engagement. Thank you Mr. Thompson, I really appreciate you because of what we DON’T have in our Michigan’s transmission.
The way to avoid gear grinding is to carefully match the speed of the back end of the transmission with the speed of the gears at the front, with input from the engine. This is typically done by “double clutching”. It is a technique that is mostly extinct, because crash box transmissions are mostly extinct too. The process is thus on a down shift: Push in the clutch, move the shifter from 3rd gear to neutral, let clutch out, rev the engine a bit as the car slows down, push in the clutch, move the shifter from neutral to 2nd gear and let out the clutch. That’s the procedure, but its a symphony of motion and attention to speed and engine RPM’s. Get it wrong and it’s a grating chattering wince inducing operation that lets you know it just ain’t gonna happen. So the car slows down while it is now out of gear– unless you are on a hill, in which case you may accelerate. (Oh dear!) The net result is that a missed “double clutch” shift will probably require stopping and then shifting up to the gear you were trying to hit. Again, a rookie move and your passengers will know by your demeanor (and the lack of any forward progress) that something is amiss. With double clutching you have a chance. Without it you’re just trying to smash it into gear. You wanted to rebuild the transmission anyway. Didn’t you?
The rounded or tapered edges on the gear teeth show where the grinding occurs. Synchromesh would add several thin spinning gears between the driving and driven gears to smoothly guide them into full mesh. This eliminates the “crash” of the crash box. (click on photo to enlarge)
When not grinding gears, the operator of an antique vehicle is well advised to have a sharp ear for strange noises. Clunks, plinks, roars, chatters, knocks, and explosions. Because I destroyed the third cylinder connecting rod bearing shortly after I first started the car back in 2017, I have a particular sensitivity to knocks. The destruction of the #3 bearing was preceded with ominous knocking sounds that quickly grew louder and LOUDER. (see my comments about the problem at: https://michiganmotorcar.com/2017/05/) So while doing all this recent driving around (about 200 – 250 miles or so) I had noticed a knock that would occur at not very specific times. It worried me. So on January 25, 2023, I put the car up on stands and drained the oil – all 3 quarts of it. A remarkably small volume, considering the size of the engine. While it was dark and dirty looking, there were no obvious chunky or broken bits in the sludge. Only a fine fuzz of magnetic goop clung to the magnets I had installed on the drain plugs. This was a very good sign.
Oil in the pan looked dirty, but was free of chunks, and sparkly flecks.
Inspection of the crank shaft and connecting rod bearings showed no movement or slop in any direction. This was very good, indeed.
Crank & connecting rod bearings #3 & #4 – flywheel to the far right.
So, my knocking noise is coming from some other unknown area. At times like these, Click & Clack, the Tappet Brothers from National Public Radio would say, “Turn up the music and keep driving.” Ah! But wait, that’s another technology that had not been commercially introduced until 1930 or so — the car radio. I guess I will just have to enjoy the wind in my ears and ignore the knock until it presents itself in such a way that I can identify its source or origin. (Crosses fingers and looks skyward.) I put magic RTV sealant on the pan lip, pushed it up into position and bolted it back in place. Three quarts of 30 weight and we were ready to go. And she did.
Our first test drive with REAL honest to God brakes that work was December 4, 2022.
Come on. Jump in. Let’s take her for a spin.
Janet & Craig enjoy a ride in the Michigan that can now both go and stop.
We put 15 miles on the car and effective brakes really DO make a difference. The car works almost like new. Just a few more details and she’ll be completely done. Note however that the experts in the field tell us that “completely finished” is an illusive goal.
As the prior post indicates, our Michigan is actually driving around town and carrying passengers. Like a real car. Except the driving experience is not without some tension. The car does NOT like to stop on slight grades without really standing on the brake pedal and in some cases, applying the hand / parking / emergency brake. That last maneuver (using the hand brake) takes a slowly kind-of-slidy reduction in speed and makes it a grabby jerky skiddy inelegant sudden stop. On actual hills – not so much. It’s sort of a phone in your suggestion to slow down and stop and then see – belatedly – if that is actually going to happen. I haven’t wound up in the middle of an intersection — yet.
So how come these brakes don’t work? If you have been following along, back in October of 2021, I had worked on the brakes with my brother in law, Clarence Davis, while we put new seals in the rear end.( So Many Things to Adjust ) At that time, I had cooked the brake bands – both pedal brakes and hand brakes) in a degreasing solution to try and remove nearly 100 year old gunk that had saturated the woven – probably asbestos – brake lining.
Well, that attempt was pretty much a failure. The car, once set up to run didn’t want to stop. So, it was time to reline the brake bands. I ordered 2 inch wide high temperature woven friction material from McMaster-Carr (high strength brake & clutch lining – item #6224K345) which seemed to be the right stuff. I could not locate the “green gripper” material that I have previously used on our Model T accessory brakes. I also ordered 1/8″ diameter copper rivets to fasten the 3/16 thick material to the steel bands. (Item 97440A330 & long version 97440A340). The plan was to attach the material with original J B Weld epoxy (good to 550 degrees F) and then drill & rivet the material on.
November 26, 2022, I started the brake project by removing the axles from the rear end portals so the wheels could be removed. The wheels have to come off to get access to the brakes. The brake drum itself is bolted to the inside of the rear wheels.
Axle shaft on its way out. The axle itself is about 3 feet long.
Left wheel off and the brake drum is DRY! No oil leaks to be seen.
I was very very excited to see that the work that Clarence & I had done with new felt seals had succeeded in keeping the brake drum and backer plate completely dry. This meant that the brakes were not bad because of a seal failure. The problem was the lining material itself. And that was what I was in the process of replacing. This really was a relief. The right side was just as dry and I texted Clarence with photos so he could share our oil seal success.
Right brake drum and backer plate equally DRY. Hooray!
The evidence of the lining failure was a coating of black goop mostly on the outside of the brake drums and the edges of the lining.
Goop squished out of the old linings and on to the drums.
Every time the brakes were applied, the band heated up a bit releasing more goop and lubricating the brakes. More heat equals more goop equals less friction. That is a really bad combination. The more you need the brakes the less they work. Once removed I took them to the workshop to grind off the rivets and peel the linings out.
Up on stands, wheels off and brakes removed.
Grinding old copper rivets off.
After removing the old linings, I media blasted the rust and accumulated crumbly bits off the bands, sprayed the non-lined sides with self etching primer and glued the lining in place. Good contact was maintained by using many clamps.
Glued inner (hand) brakes and clamped exterior (pedal) brake with clamps.
The contrast between the old linings and the new linings is easy to see.
Old greasy oily linings and pristine new linings installed on refreshed brake bands.
And then, I installed them.
Mr. Brakejob installs the hand brake – expanding band on the right rear.
Does this man need a brake? Well, maybe for lunch. Ham sandwich and a coffee?
On September 25, 2022 we drove up to Fresno to pick up my Dad who was very anxious to ride in our nearly completed car. Remember, he came down in July, but the car wouldn’t start on the old magneto – so we only got a photo op – no actual driving involved. We had a nice visit with my sisters and headed home the next day. Dad & I worked a bit on adjusting the brakes and worried about the valve chamber plug leaks in preparation for a test drive.
Dad applies brake pressure and I check adjustment.
Then we were set for a test ride.
Testing for water and other leaks before a test ride.
Pop is ready to GO!
YIPEE!
Over the next couple of days we found out that the Gano water filter was catching enough goop to immediately clog up and cause poor circulation and overheating. So, we removed it and put a section of straight pipe in its place. As of the date of this writing, we have yet to have an overheating issue with the Gano filter gone. I may decide to put it back in simply to clear gunk out of the system — but only for short periods and no long journeys.
Our trip on October 1, 2022 was 21 miles up and down the coast with a top speed of 40 mph. That evening I added some new water pump packing material to slow the leak on the water pump shaft.
The next day we went on an even longer ride, 26 miles down the coast and back. The car is running remarkably good. It got warm once while idling, but otherwise stayed cool. Everyone was having a blast. Especially – Pop.
Janet, Tori, Pop, Craig & Chris visit the Smith’s in Cardiff.
On October 3, 2022, my sister, Mindy, came down from Fresno to retrieve Pop, but took her inaugural tour in the Michigan before driving the 6 hours back north.
Sister Mindy takes her first ride in the Michigan.
Generally speaking the car is running pretty good. It goes — just like a real car. But it doesn’t like to stop. Yeah…. it’s back to looking at the brakes.
The new tuned magneto has since behaved itself. The starting routine that seems to work best is as follows:
Open valve on gas supply line next to the carburetor
Pull out the choke wire
Turn the engine over 4 or 5 cranks
Push in choke wire
Get in car, verify in neutral, push in clutch pedal
Adjust gas to 1:00 position and spark to 1:00 position
Turn switch to BAT.
Push Shower of Sparks button.
Turn switch to MAG. after it starts.
Normally that will start the car……. Except when it is warm. That routine has yet to be perfected.
On August 31, 2022 we started up the car and went out to visit friends. We picked up Bryan & Carole Gunner and then proceeded to visit Dave & Anita Trotta, where their son Nick, climbed aboard and we drove a short distance through the neighborhood.
Craig, Nick Trotta, Bryan & Carole Gunner get a brief ride.
We probably put a total of 10 miles or less on the car, but it was overheating at every stop.
When we returned home I set out to see if a Gano coolant filter I had installed might be plugged. It was. It appeared to be small fibers and rusty goop.
Rusty gunk and fibers in the Gano filter.
Clogged Gano filter – other side.
After cleaning the filter, I could see that there was considerable oil and water around the threads of the valve chamber plugs. A bubble or two was also present. So I removed them. This was obviously a compression leak and perhaps something more sinister.
Bubbles and oil around the threads of the valve chamber plugs.
Front 4 valve chamber plugs removed. Oily valve tops.
I decided to remove the water jacket cover as well and try to see if we had a cracked or leaking piston or a hole in the water jacket that might penetrate the cylinder wall.
Putty knife used to break the sealant and separate the water jacket cover from the block.
Water jacket cover opened showing tops of cylinders and coolant galleries full of water.
The height of the water was reassuring (indicating small or no leaks). I then re-installed the valve chamber plugs without the spark plugs and filled each cylinder with compressed air as I rotated the fly wheel to a “valves closed” position and looked for bubbles. There were none. On the compression stroke, the compressed air would push the piston down, rotating the flywheel part way. This was true for both “suspect” cylinders. Trapped air could also be released through the priming cups. All in all, this was a very reassuring result. No apparent leaks in the water jacket and reasonably tight piston rings. I suspect the culprit was the copper ring gaskets I made to replace the old flattened ones I had removed from the valve chamber plugs. Standard sized replacement gaskets were not to be had through any of the gasket resources available. They were either too large to fit in the recesses in the head or too small to go over the threaded plug. I had made solid copper wire rings and soldered the break. I think I will try stranded wire in the future to see if it seals more securely and crushes better than the solid annealed wire. The leaks prove that I’m not getting full power from the engine and that is a bummer. For the time being, I’m going to reassemble the plugs and gaskets as is, but with a bit more anti-seize paste and tightening the plugs a bit more. Maybe I can get them to seal up.
As reported June 20, 2022, the Bosch DU-4 Dual Magneto was working on the bench. The next day I started to make the modification of the dash board to accommodate the somewhat smaller diameter of the Bosch switch & coil vs. the larger diameter Briggs switch & coil. I got it all wired in and timed by June 29, 2022.
My custom turned collar and plywood back plate for the Bosch switch and coil.
Bosch switch & coil installed. The Briggs switch & coil & mag soon to be removed.
After completing the change over to the Bosch setup, we tried a start. It was miraculous. I primed the engine by pulling the choke wire, cranking the engine 4 or 5 quarter turns, switched the switch to battery and pushed the shower of sparks button. Pop pop pop vroom! She started right up! Hooray! Problems solved. Then I turned the switch to the Mag. setting and there was a slight change in the RPMs, but otherwise it was idling just fine. Eureka!
Janet & I took several short trips around the neighborhood to confirm that the car was running on both BAT. and MAG. It was. There was some stumbling when accelerating but this was probably an ongoing carburetor issue. NOT an ignition issue. We were happy and my Dad, sister Susan and her husband Dan were due for a visit in early July. We would have a lovely drive in our all but completed car………….
Ahem…….. not so fast buddy.
First it flung the cover for the interrupter (points) off into the street. Which didn’t cause it to immediately stop because the piece is only needed to short out the magneto circuit when you want the car to stop. We didn’t see it leave the car, but it couldn’t have been too far because our drive had been short. What is amazing is that we didn’t discover that it was gone until 2 days later. We drove along our route from 2 days before at about 2 miles per hour with our doors open looking at the street. Janet spotted it on the curb where some thoughtful neighbor placed it.
Interrupter cover for Bosch DU-4 Dual magneto. Found by Janet on the curb North-east corner of Hillside and Sunnyhill.
The cover went back on the magneto and we got another couple of rides out of the car over the next few days. The last time we took it out before my Dad & sister arrived the engine got fairly warm. The Motometer on the radiator indicated HOT, and the overflow pipe was spewing steam. We had gone on a “long” ride — about 5 to 7 miles. The engine was stumbling when it limped back into the garage. Not a good sign.
For context, you must remember that this magneto (the “new” Bosch) is over 100 years old. It had been sitting unused for probably 80 years. That insulating resin in the coils and windings hasn’t been in a hot engine compartment for a long long time. It could melt and fail at any time. And it did.
When my Dad, sister and hubby Dan arrived all ready for a ride in the newly completed Michigan – it refused to start. Not a cough or sputter. The “new” magneto was dead. We took pictures anyway – even if we had to roll the car out and then back into the garage.
July 10, 2022 L to R: Dan Kehler, Janet, Susan Kehler, Vince Correll, Craig. All disappointed because the magneto failed. But the 48 star flags look nice on the radiator. They are 1912 appropriate – both Arizona and New Mexico joined the Union in 1912.
So……. we need to send the magneto off for repairs. Our Horseless Carriage consultants recommended Bob Smith, the MagnetoDoc of Gardenerville NV. On July 11, 2022, I called Bob, and let him know a heavy package was on its way to his place. Then I crossed my fingers. Would this be a long term solution? Only time will tell.
Two days later, Bob confirmed by phone that our troublesome mag had arrived. He noted that someone had reversed the base and had probably had it opened up during its prior life. I just wanted reliable — “Bob please proceed to fix what looks iffy or typically fails.”
I got our mag back from Bob on August 20, 2022. Would it work?
Freshly refurbished Bosch DU-4 Dual Model 5, magneto. This thing should work.
On August 23, 2022, I gleefully installed the mag and set to timing the car. It wouldn’t start. I retimed the car setting the fly wheel to #1 & 4 to TDC and watching the battery interrupter points just barely start to open as the fly wheel hit TDC — just as I had before. It wouldn’t start, just a single pop and maybe a backfire. I timed it again. One pop. I checked the battery. I timed it again to the magneto points. (This car has points for battery start and points for running on magneto– hence the word “DUAL” in the description. And they are a couple of degrees different.) No change – one pop and maybe a backfire when cranked. I let the car sit for a day or two. When things get frustrating, parts sometimes get broken. I called Bob and asked for advice. He said check the wiring.
I pulled the entire thing out of the car and put it on my bench testing rig. It all worked as it should. Nice strong sparks on BAT. Nice strong spark on MAG. Nice shower of sparks on single plug when set to BAT and shower of sparks button pushed (also called trembler button). Everything works. Hmmmm. What’s wrong with my install?
Bench testing the Bosch DU-4 Dual Model 5 magneto. Everything worked as it was supposed to work.
Since the entire wiring harness was out of the car, I decided to upgrade the stranded ground (positive from battery) wires to a large terminal lug end that would fit the 3/8″ mounting bolts for the magneto bracket. Otherwise, I changed nothing. I reinstalled the magneto, timed it to the magneto points (not the battery points) and attempted a start.
Pop pop vroom. We have ignition. Yea. Finally. Jeez what a hassle.
I reported my success to Bob Smith who was pleased to hear that our Michigan was alive. That was on August 28, 2022. It is time to go test the car some more and see what else will unscrew itself or fall off.